The Cpk (Process Capability Index) Calculator is a tool used by quality professionals, engineers and pharmaceutical manufacturers to gauge the ability of the process to produce a product consistently within specification limits. Input process mean, process standard deviation, upper specification limit (USL) and lower specification limit (LSL) to get a current Cpk calculation and process performance assessment. Cpk indicates process spread and process centering around the specification limits.
How to Use the Cpk Calculator
You can easily use the calculator:
Step 1: Select the Input Unit
Select the unit of measurement you will use for your process (mm, mg, %, °C, etc.). Cpk is a dimensionless value.
Step 2: Enter Process Mean (X̄)
Enter the average of all of your process measurements.
Step 3: Type in Standard Deviation (σ)
Enter the process standard deviation (process variation).
Step 4: Enter Upper Specification Limit (USL)
Enter the highest allowable specification.
Step 5: Input the Lower Specification Limit (LSL)
Enter the minimum allowed specification value.
Step 6: Press "Calculate Cpk.
The calculator immediately calculates:
- CPU (Upper Capability)
- CPL (Lower Capability)
- Cpk Value
- Process Capability Assessment
Cpk Calculator Formula
The Process Capability Index (Cpk) is calculated as:
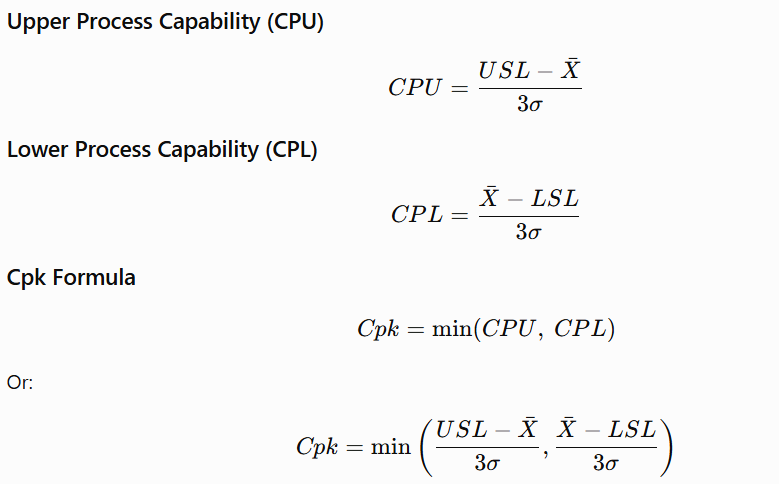
Where:
- USL = Upper Specification Limit
- LSL = Lower Specification Limit
- X̄ = Process Mean
- σ = Standard Deviation
- min() = Smaller of the two calculated values
Example Calculation
Suppose:
Process Mean = 50
Standard Deviation = 1.5
USL = 55
LSL = 45
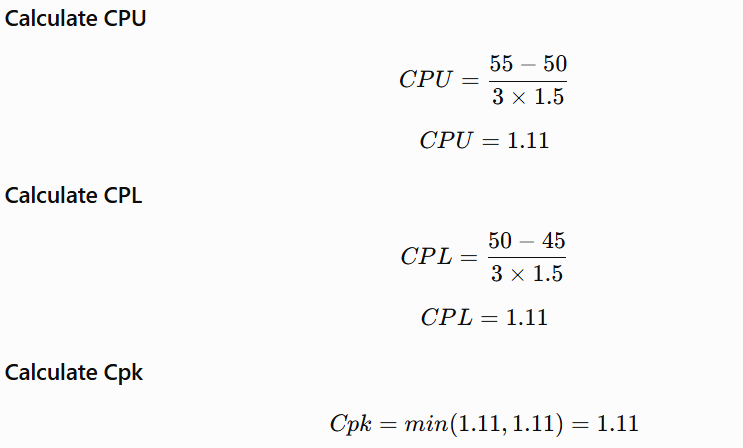
Result: Moderate capability, could be improved to meet the generally accepted target of Cpk ≥ 1.33.
Related Pharmaceutical Calculators:
Frequently Asked Questions
Ans: A Cpk score of 1.33 is considered good: The process is likely to meet the required specifications for at least 80% of the time. A Cpk of 1.33 is the lower bound for a typical manufacturing or pharmaceutical process. The larger the Cpk value, the less likely the process to be faulty and the better the process is performing.
Ans: Yes. The process with a Cpk of 1.67 has a higher capability and less variation than a process with a Cpk of 1.33, and a larger margin between the process and the specification limits. For critical processes in the pharmaceutical, aerospace and medical device industries, Cpk values of 1.67 or more are often sought.
Ans: The following is required for calculating Cpk:
Process Mean (X̄)
Standard Deviation (σ)
Upper Specification Limit (USL)
The lower specification limit (LSL)
The formula is:
Cpk = Min[(USL − X̄)/(3σ), (X̄ − LSL)/(3σ)]
The smaller value is the closest specification limit to the process average and therefore is the determining value for the final Cpk.
Ans: Cpk quantifies the ability of the process over the short term, based on the process's within process variation, whereas Ppk quantifies the ability of the process over the long term, based on the process's total observed variation over time.
How capable the process should be = Cpk
Ppk = How the process is actually performing.
If the values of Cpk and Ppk are close to each other, the process is likely to be stable and under control.
Ans: If a process average is outside either the Upper Specification Limit (USL) or Lower Specification Limit (LSL) it is considered a negative Cpk. This means a major process change is taking place and that a large percentage of the production is likely to be out of specification.